Steam Generator Tube Rupture Analysis Using Dynamic Simulation
Steam Generator Design
Heat exchangers are used to transfer heat from a hot fluid to a cold fluid. Most of the time these fluids are available at different pressures and sometimes this difference in pressure may be very significant. In the event of a tube rupture, the high-pressure fluid will entrain into the low-pressure side causing a pressure build-up. Appropriate engineering considerations need to be taken into account during the design process in order to avoid equipment failure, loss of containment, material, and even human loss. This article discusses important factors for heat exchanger tube rupture scenarios and presents an example of tube rupture simulation using a dynamic simulation of a steam generator.
Process Safety
When using heat exchangers, API 521 [1] (section 4.4.1.4 Heat Transfer Equipment Failure) recommends the evaluation of tube rupture scenario when the maximum allowable working pressure (MAWP) of the low pressure (LP) side is lower than ten-thirteenths (10/13) of MAWP of the high pressure (HP) side of the heat exchanger. This “10/13 rule” corresponds to the practice of hydrostatically testing equipment to 1.3 times the design pressure [2]. Of course, the process engineer may eliminate the need for considering tube rupture scenarios by increasing the design pressure of the low-pressure side, however, this is not always economically feasible.
When protecting a heat exchanger against a tube rupture scenario, the selected pressure relief device (PRD) needs to be sensitive enough to react quickly and relieve the pressure. Typical opening times for spring-loaded pressure relief devices are in the range of 50-100 milliseconds (ms), and for graphite rupture disks (RD) around 1-10 ms. That is why the pressure rise dynamics is a decisive factor when choosing the appropriate PRD [3].
When is a Dynamic Simulation required?
Based on API 521 guidelines, Nagpal [3] summarized the conditions under which a dynamic model is the most suitable procedure for the evaluation of tube rupture scenarios:
- Reactive systems,
- Heat exchangers in which the pressure difference between the HP and LP sides exceeds 7,000 kPa (~1,000 psi), or
- Heat exchangers where the LP side is liquid full.
It is worthwhile to note that creating a rigorous dynamic simulation of other cases will always be beneficial – allowing a more accurate assessment which will ultimately lead to a more precise PRD size estimation.
Tube-Rupture flow estimation
API 521 [1] provides the following guidelines and assumptions for the tube rupture flow estimation:
- Tube failure is a sharp break into one tube
- The tube failure occurs in the backside of the tube sheet
- The HP fluid flows both through the tube stud remaining in the tubesheet, and through the other longer section of tube.
API 520 [4] provides a variety of methods for estimating flow through a given orifice that can be used to determine the tube rupture flow. Urdaneta Perez and collaborators [5] suggest adding 30% to account for model uncertainties.
Modelling Approach
In general, any dynamic process simulator commercially available can be used to perform a heat exchanger tube rupture analysis. The low-pressure side of the heat exchanger needs to be divided into sections (control volumes) to facilitate the observation of the physical phenomena occurring during the relief event. The number of sections will depend on the tube or shell side dimensions. Generally, at least 3 sections will be required depending on the complexity of the piece of equipment being modelled. These control volumes need to be simulated using a fully dynamic two-phase separator which allows the determination of the system pressure variation due to changes in fluid inventory. Other assumptions relevant to the development of this model are:
- The rupture of a single tube at the tube sheet is instantaneous.
- The rupture is located at the HP-side outlet. This corresponds to the farthest point relative to the PRD on the LP side.
- Heat exchanger design duty is kept constant during the rupture event. Although the heat transferred is affected in this scenario, this assumption leads to a conservative result.
- The integration step time in the dynamic simulator needs to be decreased from the conventional, default value (typically 0.5 s). For these tube rupture analyses, 0.1 - 1 ms is recommended as step time.
- To account for non-equilibrium conditions due to the fast dynamics of the process, the flash efficiencies need to be reduced to 5%.
Example
A steam generator needs to be assessed to determine whether a pressure relief device is required. If required, determine what type of device (RD or PSV) and which would be the appropriate device size to protect the equipment according to the safety standards. Table 1 presents the design conditions for this steam generator.
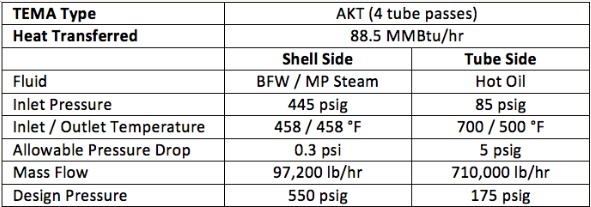
Table 1: Steam Generator Design Conditions
Since the tube side design pressure is lower than ten-thirteenths of the shell side design pressure (445 psig x 10 / 13 = 342 psig) a tube rupture scenario needs to be evaluated. Also, since the LP side is a liquid-filled system (hot oil), a dynamic analysis assessment is recommended. An Aspen HYSYS™ v8.8 dynamic simulation model was built based on the assumption and modeling strategies described in the previous sections (see Figure 1). Vessels V-100/101/102 represent the inlet head, tube bundle, and outlet head respectively. Valves VLV-104/105 are used to simulate the tube rupture event, this means that these valves will be fully opened to allow the water entrainment into the tube side. Valve VLV-107 was used to model the RD while pipes PIPE-102/103 were employed to simulate inlet and outlet RD piping.
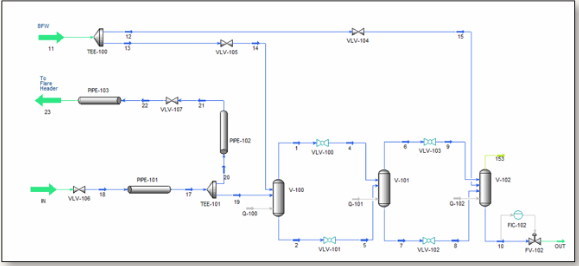
Figure 1: Steam Generator Tube Rupture Scenario Aspen HYSYS Simulation model
Once the model was completed the tube rupture scenario was tested using the simulation model. Figure 2 shows the pressure increase in the heat exchanger tube side inlet pressure as a function of time. Different flow values were tested to determine the effect on pressure dynamics:
- Case 1: using tube rupture flow as estimated (blue curve),
- Case 2: twice the flow from Case 1 (green curve), and
- Case 3: half of the flow used in Case 1 (red curve).
The tube rupture is assumed to occur at time 0 ms, from the figure it can be seen that pressure in the heat exchanger reaches the design pressure (150 psig) in the range of 6 to 13 ms, which will require a rupture disk to properly protect this piece of equipment.
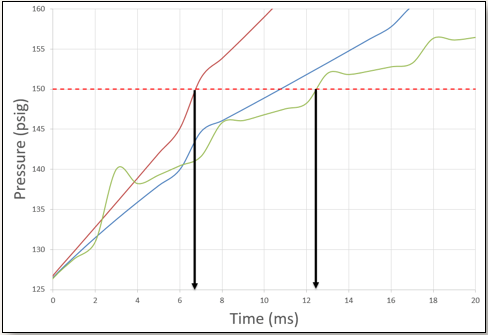
Figure 2: Steam Generator pressure rise at different tube rupture flows
Next, the model was run for 1 second at normal conditions to establish a baseline. The tube rupture event is triggered at 1 second run time. In this case, the RD is configured with a set pressure of 150 psig with a size of 6”. The result of this run is shown in Figure 3. Once the tube rupture event is triggered, the pressure in the heat exchanger increases rapidly until the RD set pressure is reached. At this point, the RD ruptures, and fluids are released to the flare header. In this figure, there are two noticeable pressure peaks - one in the range of 1 to 2 seconds and a second one in the range of 2 to 3 seconds. The first peak is sharper and is mostly comprised of hot oil present in the heat exchanger tube side, the second one is comprised mostly of steam that is generated by water flashing into the LP side of the heat exchanger. Ultimately, the tube side steam generator pressure is stabilized at 122 psig after 3 seconds, meaning that 6” diameter RD seems appropriate for this application.
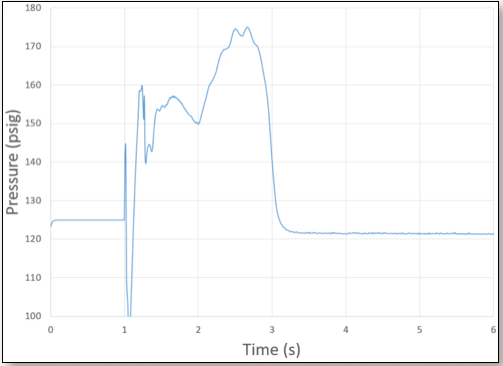
Figure 3: Pressure Profile with a 6” diameter RD set at 150 psig
References
[1] American Petroleum Institute, Pressure-relieving and Depressuring System. API Standard 521 6 ed., Washington: American Petroleum Institute, 2014.
[2] K. B. C. P. C.J. Ennis, "Dynamic model for a heat exchanger tube rupture discharging a high-pressure flashing liquid into a low-pressure liquid-filled shell," Journal of Loss Prevention in the Process Industries, vol. 24, no. 1, pp. 111-121, 2011.
[3] S. Nagpal, "Evaluate Heat-Exchanger Tube-Rupture Scenarios Using Dynamics Simulations," Chemical Engineering, pp. 48-53, 2015.
[4] American Petroleum Institute, Sizing, Selection, and Installation of Pressure-relieving Devices: API Standard 520 9th Edition, Washington: American Petroleum Institute, 2014.
[5] R. Urdaneta Perez and J. Oude Lenferink, "Design pressure reduction in high-pressure heat exchanger with dynamic simulation," Hydrocarbon Processing, pp. 37-41, 2015.