PSV Sizing for Fire Cases: Is a dynamic model worth the time?
Pressure Safety Valve Sizing
For many in our field, Pressure Safety Valve (PSV) sizing is considered to be a relatively simple task that can be performed in a matter of minutes by process engineers with enough experience. Many myths and misconceptions about this task have appeared over the years, as evidenced by a simple search on the internet and see hundreds of forums available on this topic. But if industry standards like API 521 exist and clearly state the steps to be followed, why is there so much misinformation out there? This communication aims to clarify a few points of clear concern relating to PSV sizing.
In principle PSV sizing should be straightforward:
- Estimate the fire heat duty using API 521 correlations or a more detailed heat transfer model. Both approaches depend on the vessel wetted area, environmental parameters, heat transfer coefficients, etc.
- Calculate the thermophysical properties of the fluid at relief temperature and pressure. In particular, the latent vaporization heat (λv) is required for sizing. This task is normally conducted using a commercial simulator.
- Follow the procedure described in API 520 to obtain the orifice size.
In simple terms, the flowrate to be relieved is determined as,
 Equation 1
Equation 1
where Q̇fire is the fire heat flow in kJ/h (Btu/lb), λv is the latent heat of vaporization in kJ/kg (Btu/lb), and ṁrelief Is the relieving fluid flow rate in kg/h (lb/h). A conservative estimate of the orifice size must consider an adequate estimate of the mass flowrate at relief conditions, but still not too high that oversize the PSV. This estimate must consider a higher than usual fire heat flow and a minimum latent heat of vaporization. A reasonable question to ask is: how can we perform the calculation in a way that the risk of PSV oversizing is minimized? Around this question there are a few practices and misconceptions, for example:
- What latent heat of vaporization should be used to estimate the relief load? This question haunts process engineers. In a multi-component mixture, the latent heat of vaporization changes as the liquid is vaporized and the composition of the liquid in the vessel changes. This question becomes more pronounced as the mixture in question has a wide boiling point range. Should, for example, a minimum heat of vaporization be used? As the sizing procedure is often conducted with the aid of a commercial simulator, so, why not use tools in the simulator to make a more precise estimation of λv?
- Size for the “worse” case fire scenario: assume no insulation, drainage, or firefighting equipment available. This is in fact a common case in many smaller processing facilities.
- Assume there is a maximum heat transfer area: The area available to transfer heat to the fluid is clearly described by API 521 (wetted area). During a fire scenario the fluid vaporizes, so the wetted area decreases over time. Then it is reasonable to assume that the maximum area is the initial wetted area, thus the calculation always tends to overestimate the fire heat. If that is the case, why do some people recommend the use of transient wetted area estimation?
Case Study
A single vessel PSV sizing is considered here. A PSV must be installed for a horizontal vessel of known dimensions. A mixture of gas, water, and oil (38º API) enter the vessel that operates at 8ºC and 278.5 kPag. The PSV will have a set pressure of 1951 kPag. As per API 521, the fire case scenario considers an allowable overpressure of 2360.7 kPag (21% overpressure). The vessel is considered to be filled at 70% capacity for this scenario. We used Aspen HYSYS V10 to assist in our calculation. Initially, we employed the PSV sizing tool in the “Safety Analysis” section of Aspen HYSYS. This is a quick steady-state approach that closely follows the procedure described previously.
Estimate the fire heat according to the API 521 as (in USC units):
 Equation 2
Equation 2
where F is an environmental factor (assumed here as 1 for a bare vessel with no insulation), and Awetted is the vessel wetted area. Figure 1 presents the results sheet from the sizing procedure.
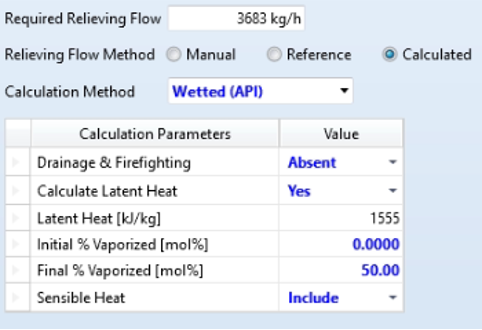 | 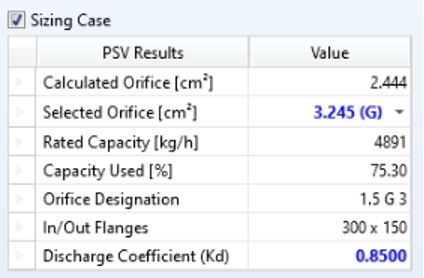 |
Figure 1: Results for a simple PSV sizing procedure.
For a wetted area of 477.6 ft2, the resulting fire heat flow is 5.73 × 106 kJ/kg using equation 2. Dividing this value by the estimated latent heat (equation 1), the estimated relieving flowrate is 3,683 kg/h, as shown in Figure 1. For this flow, the selected orifice is API 520 Size G (3.245 cm2 orifice area), which has a rated capacity of 4,891 kg/h, or 75.3% capacity use. The next smaller size (F, 1.980 cm2) has a rated capacity of 2,984 kg/h. In this case, we can say there is a good error margin in the estimation. However, what if the estimated fire heat is too large and/or the latent heat is too large, thus the calculated flow rate is too small. In that case, the PSV would not be loaded at ~75% capacity but probably more (even as getting closer to 95%). The opposite scenario is also possible (oversizing the PSV), but less likely.

For example, the latent heat of the relieving fluid is not constant but changes over time as the composition in the vessel evolves. As mentioned earlier, minimum latent heat is preferable for conservative sizing. Figure 2 shows the latent heat of vaporization of the fluid for different percentages of fluid vaporized (mimicking time evolution). An early estimate would give a large latent heat, leading to a small relieving flow that in consequence leads to an undersized PSV. For our case, we have chosen to work near the minimum latent heat (about 50% fluid vaporized, corresponding to 1,555 kJ/kg), so the estimate is conservative and yet covers a wide vaporization range.
Engineers must be cautioned to avoid using the latent heat of vaporization reported in the stream results (HYSYS or another simulator). This value assumes full vaporization of the liquid. If the mixture happens to have a small fraction of very heavy components, the reported latent heat can be quite low (a high temperature is required to boil a small fraction of the heavy components). For example, the presence of even 1 ppm of a heavy hydrocarbon will skew the latent heat of vaporization to an unreasonably lower value which in turn would result in an underprediction of the relief load.
The main takeaway from this exercise suggests that blind trust in the estimates of fire heat flow and latent heat may get us into an uncomfortable position. A good practice would be to double-check with some other methods. But what type of methods?
A common recommendation is to develop a dynamic simulation to improve the accuracy of the sizing calculations (this is even suggested in API 521). As this truly is a transient process, it is reasonable to consider that approach as superior to a steady-state model, however, dynamic models have usually the connotation of being unnecessarily time-consuming while not providing significant improvements. With modern commercial simulators, however, a dynamic model can be set up in few steps starting from a conventional PSV sizing scenario. For example, we have used the Dynamic Depressurization tool in Aspen HYSYS to check the performance of the selected PSV orifice, as obtained in the step before. The three main components for the simulation are the vessel dimensions, PSV specifications (orifice size, material, discharge coefficient), and heat transfer model.
For this report, we have considered three heat transfer models: (1) API 521 (equation 2), (2) an improved heat transfer model that considers convection of air and conduction effect through the vessel wall, and (3) the same heat transfer model as in (2) that also assumes a variable wetted area (as it varies over time). It is common to hear claims that assuming a constant wetted wall (instead of transient) may lead to significant errors during sizing.

Figure 3: Dynamic behaviour of a PSV during a fire scenario (case 1).
Figure 3 shows the dynamic behaviour for case (1). As heat is supplied to the vessel, pressure (and temperature) increases until reaching set pressure. This occurs at approximately 90 minutes, at which point the PSV starts to open. It was assumed that the valve is completely open at 10% overpressure (2,149 kPag). Pressure and relieving flow reach a maximum at about 140 minutes and then decrease over time. From this dynamic model, a PSV re-sizing can be performed using the peak-value conditions and flow rate. The peak flow is 3,689.5 kg/h (about 8,110 lb/h). Interestingly, the required flow is only 0.2% higher in the dynamic scenario compared to the steady-state approach. This kind of result seems to discourage the development of dynamic models for PSV sizing; however, some interesting results are obtained. For example, the steady-state approach results in a relief temperature of 182.5ºC vs 210ºC for the dynamic model (almost 30ºC difference). This difference can be crucial in some cases for the selection of materials and vendors, and even for the design of equipment and lines downstream of the PSV. Other than that, the dynamic model provides a check (probably peace of mind) to the process engineer.
Comparing the base case with the dynamic simulation we observe the estimated latent heat of vaporization is almost identical at some point in both cases, Figure 4. The latent heat increases monotonically until the fluid reaches the set pressure of the PSV. At this point, the latent heat in the dynamic model is almost identical to the steady-state calculation. However, after the valve starts to open the latent heat decreases as vapour starts to flow out from the vessel. At peak conditions, the latent heat is minimum, which as mentioned before is beneficial for sizing purposes. This means, that if the PSV sizing were only done based on a dynamic model, the relief flow would be slightly higher, thus providing an extra safety margin. Nonetheless, the selected PSV size would be the same with both approaches. The main comparison parameters selected for this study are provided in Table 1.

Figure 4: Evolution of the latent heat of vaporization over time for case 1. Opening of the PSV occurs at approximately 90 minutes.
Looking at the results of the case (2), we can observe the properties at relief conditions and relief flow are almost identical. This reassures that the correlation provided in API 521 to estimate the heat flow for a fire scenario provides enough accuracy and robustness. For case (3) we observed a very interesting behaviour although the final results are almost identical to the base dynamic case (case 1). In this case, the transient wetted area of the vessel is simulated. As the fluid is vaporized, the level in the vessel decreases (along with the wetted area). We do not see that behaviour in Figure 5 (at least initially). As the liquid temperature increases, it expands with not much formation of vapour.

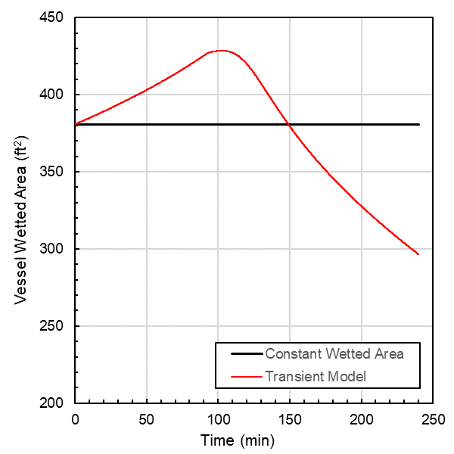 | 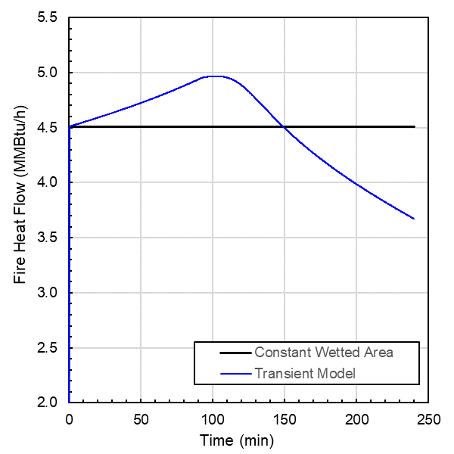 |
Figure 5: Dynamic results for the transient wetted area model. Vessel wetted area (left) and heat flow (right).
Effectively, the wetted area increases (it's higher than at operating conditions), therefore the heat flow is higher than predicted with a constant wetted area model. This would mean a higher relief flow than produced by the steady-state model, however, after some time, the liquid vaporizes, and the level decreases start to decrease. This is less relief flow than predicted by the steady-state model. On average, these two effects are almost cancelled out and in the end, the results for both models look very similar. In fact, the net effect of considering a transient wetted area model is a higher relief flow, which leads to a higher required relief area. Of course, the extent of this behaviour cannot be generalized and must be verified on a case basis.
Table 1. Comparison of key results for the cases analyzed in this study.
Variable | Units | Steady State | Dynamics (1) | Dynamics Improved HT (2) | Transient Wetted Area (3) | Quasi Steady-State (4) |
T at relief | ºC | 182.5 | 210.03 | 209.9 | 209.2 | 194 |
λv | kJ/kg | 1,555 | 1,179 | 1,182 | 1,154 | 1,613 |
MW | kg/kmol | 35.67 | 30.31 | 30.26 | 31.13 | 38.12 |
Required Flow | kg/h | 3,683 | 3,689.5 | 3,594.4 | 3,722.1 | 3,761.9 |
PSV Capacity for G Orifice | % | 75.3% | 75.4% | 73.5% | 76.1% | 76.9% |
Another popular approach used by process engineers is considered in case (4). This method is based on Section 4.4.13.2.4.4 from API 521 (alternative methods). It consists of a quasi-steady-state simulation, in which first the vessel pressure is increased at constant volume, and then the temperature is increased in small time steps along with partial vapour return. This method is also known as multi-stage flash simulation with partial vapour return.
The continuous heating with an incremental heat input is used to determine the maximum relief load. To improve the precision of the calculation, smaller increments should be used. However, to limit the number of stages, smaller increments should be applied strategically near points where the system conditions are reaching flashing conditions for pure component phases.
We applied this method using the same heat flow from equation 2, and 5ºC temperature increments. Results are consistent with both steady-state and fully dynamic models, and in fact, the relief conditions obtained with this method lie between these cases. Even though the quasi-steady-state approach was widely used at some point (and still is even though being more tedious to set up), modern dynamic simulation capabilities and short computational times make this method almost obsolete. In fact, HYSYS has this method built into it which is known as semi-dynamic flash. A quick look into the results provided by this method in HYSYS show a slightly higher relief temperature (193.3ºC) and a required flow of 3,991 kg/h (81.6% capacity use for a G orifice size). As expected, these results being consistent with the other methods discussed here.
 Figure 6: Quasi steady-state model approach developed in Aspen HYSYS. Each separator represents one temperature increment of 5ºC. A Total of 15 increments were simulated.
Figure 6: Quasi steady-state model approach developed in Aspen HYSYS. Each separator represents one temperature increment of 5ºC. A Total of 15 increments were simulated.
We can argue that the downsides of using dynamic models for simple engineering tasks like PSV sizing is are almost non-existent. The differences in time and effort between setting up a steady-state and a dynamic simulation are disappearing over the years. While it is true that in most cases the results between the two approaches are indistinguishable, for the few cases the sizing decision is not clear or too sensible to the model assumptions, the extra few minutes spent setting up a dynamic calculation well may be worth the effort.
Contact Process Ecology at info@processecology.com if you'd like to learn more.
References
- American Petroleum Institute Standards. API Standard 520 –Sizing, Selection, and Installation of Pressure-relieving Devices, Part I – Sizing and Selection. Ninth Edition. Washington D.C., 2014.
- American Petroleum Institute Standards. API Standard 521 –Pressure-relieving and Depressuring systems. Sixth Edition. Washington D.C., 2014.
- American Petroleum Institute Standards. API Standard 526 – Flanged Steel Pressure-relief Valves. Seventh Edition. Washington D.C., 2017.
- Firoozi, B. Wetted surface area calculation for fire-relief sizing in ASME pressure vessel. Hydrocarbon Processing, August 2015.
- Chen, G. Are you one of 99% engineers who size PSV fire case the wrong way?, 2015. Retrieved from:
- https://www.linkedin.com/pulse/you-one-99-engineers-who-size-psv-fire-case-wrong-way-guofu-chen-pes/
- Powers, C. Equations and Example Benchmark Calculation for Stepwise Fire Scenario Relief Loads. Aspen Technology Inc., 2017.
- Abouelhassan, M. Myths of Relief Analysis. Dynamic Relief – Safety by design.
- Available at https://www.dynamic-relief.com/
